جوشکاری یک صنعت پیچیده است که نیاز به صبر، دقت در جزئیات و خلاقیت دارد. جوشکاران برای انجام موفقیت آمیز کار خود باید درک عمیقی از تکنیک ها و شیوه های مختلف مورد استفاده در صنعت داشته باشند که شامل انواع اتصالات جوشکاری می شود.
مطابق مهندسی بین المللی جوش و با توجه به استاندارد انجمن جوش آمریکا (AWS)، اتصال را می توان به عنوان “شیوه ای که در آن مواد با هم قرار می گیرند” تعریف کرد. کاربردهای جوشکاری بی پایان است و مشاغل مختلف به انواع جوش و اتصالات نیاز دارند.
پنج نوع اتصال جوش عمده وجود دارد که هر کدام برای پاسخگویی به نیازها و نیروهای کاربردهای مختلف ساخته شدهاند.
در این مطلب قصد داریم تا در مورد هر یک از انواع مختلف اتصالات جوش و همچنین علایم جوشکاری بکارگرفته شده در نقشه ها بپردازیم:
آشنایی با انواع اتصالات جوشکاری
اصطلاح “طراحی اتصالات جوش” به نحوه قرار دادن قطعات فلزی در کنار هم یا تراز کردن با یکدیگر اشاره دارد. طراحی هر اتصال بر کیفیت و هزینه جوش تکمیل شده تأثیر می گذارد. انتخاب مناسب ترین طرح اتصال برای کار جوشکاری نیازمند توجه و مهارت خاصی است.
طبق AWS، پنج نوع اتصال جوشی اساسی وجود دارد که معمولاً در صنعت استفاده می شود:
- جوش لب به لب
- جوش مفصل سه راهی
- جوش اتصال گوشه ای
- جوشکاری لپ تاپ
- جوش اتصال لبه
جوش لب به لب
اتصال لب به لب یا جوش لب به لب به اتصالی گفته می شود که در آن دو قطعه فلز در یک صفحه در کنار هم قرار می گیرند و کناره هر فلز با جوشکاری به هم متصل می شود. جوش لب به لب رایج ترین نوع اتصال است که در ساخت سازه ها و سیستم های لوله کشی استفاده می شود. تهیه آن نسبتاً ساده است و انواع مختلفی وجود دارد که می توان برای رسیدن به نتیجه دلخواه از آنها استفاده کرد.
جوش های لب به لب به روش های مختلفی ساخته می شوند و هر کدام هدف متفاوتی را انجام می دهند. عوامل مختلفی شامل شکل شیار، لایه بندی و عرض شکاف است. در زیر چند نمونه معمولی از اتصالات جوش لب به لب ذکر شده است.
- مربع
- تک اریب
- اریب دوبل
- مجرد جی
- دابل جی
- مجرد V
- دابل وی
- تک U
- شیارهای U دوتایی
ناحیه ای از سطح فلز که در طی فرآیند جوشکاری ذوب می شود، سطح فایینگ نامیده می شود. سطح فایینگ را می توان قبل از جوشکاری برای افزایش استحکام جوش شکل داد که به آن آماده سازی لبه می گویند. آماده سازی لبه ممکن است در هر دو عضو مفصل لب به یکسان باشد یا هر طرف می تواند شکل متفاوتی داشته باشد.
دلایل آماده سازی سطوح فایینگ برای جوشکاری عبارتند از:
- کدها و استانداردها
- فلزات
- نفوذ جوش عمیق تر
- ظاهر صاف
- افزایش قدرت
در برخی موارد می توان اندازه، شکل و زاویه دقیق را برای یک شیار مشخص کرد. اگر ابعاد دقیق داده نشود، می توان شیار را به اندازه لازم ایجاد کرد. با این حال، مهم است که به یاد داشته باشید که هر چه شیار وسیعتر باشد، جوشکاری بیشتری برای تکمیل آن نیاز دارد.
همانطور که فلز ضخیم تر می شود، باید طراحی اتصال را تغییر دهید تا از یک جوش سالم اطمینان حاصل کنید. در مقاطع نازک، اغلب می توان جوش های با نفوذ کامل را با استفاده از اتصال لب به لب مربع ایجاد کرد. هنگام جوشکاری روی صفحه یا لوله ضخیم، اغلب غیرممکن است که جوشکار بدون استفاده از نوعی شیار، 100٪ نفوذ کند.
وقتی صحبت از مفاصل لب به لب به میان می آید، عیوب معمول ممکن است شامل سوختگی، تخلخل، ترک خوردن یا نفوذ ناقص باشد. با این حال، می توان با اصلاح متغیرهای جوشکاری از این موارد جلوگیری کرد.
جوش مفصل سه راهی
اتصالات جوش سه راهی زمانی ایجاد می شود که دو قطعه با زاویه 90 درجه قطع شوند. این باعث می شود که لبه ها در مرکز یک صفحه یا جزء به شکل “T” کنار هم قرار گیرند. اتصالات سه راهی نوعی جوش فیله ای در نظر گرفته می شود و همچنین می تواند هنگامی که یک لوله یا لوله بر روی صفحه پایه جوش داده می شود تشکیل شود.
با این نوع جوش، مهم است که همیشه از نفوذ موثر به سقف جوش اطمینان حاصل شود. تعداد انگشت شماری از روش های جوشکاری وجود دارد که می توان از آنها برای ایجاد یک اتصال سه راهی استفاده کرد:
- دوشاخه جوش
- جوش شیار
- جوش شیار اریب
- جوش فیله
- جوش شیار J
- جوش از طریق ذوب
- جوش شعله ور – مخروطی – شیار
اتصالات سه راهی معمولاً با شیار آماده نمی شوند، مگر اینکه فلز پایه ضخیم باشد و جوشکاری در هر دو طرف نتواند باری را که باید، تحمل کند. یک نقص رایج که در مفاصل سه راهی رخ می دهد، پارگی لایه ای است که به دلیل محدودیت ایجاد شده توسط مفصل اتفاق می افتد. برای جلوگیری از این امر، جوشکاران اغلب یک درپوش برای جلوگیری از تغییر شکل مفصل قرار می دهند.
جوشکاری گوشه ای
اتصالات گوشه ای شباهت هایی به اتصالات جوش سه راهی دارند. با این حال، تفاوت در محل قرارگیری فلز است. در مفصل سه راهی، در وسط قرار می گیرد، در حالی که اتصالات گوشه در “گوشه” به صورت باز یا بسته به هم می رسند و شکل “L” را تشکیل می دهند.
این نوع اتصالات از جمله رایج ترین اتصالات در صنایع ورق فلزی مانند ساخت قاب، جعبه و سایر کاربردها هستند. دو راه برای نصب یک اتصال گوشه بیرونی وجود دارد یا یک شیار V را تشکیل می دهد یا یک اتصال لب به لب مربع را تشکیل می دهد.
سبک های مورد استفاده برای ایجاد اتصالات گوشه شامل شیار V، شیار J، شیار U، نقطه، لبه، فیله، گوشه فلنج، شیار اریب، شیار V-شعله ور و شیار مربع یا لب به لب است.
جوش مشترک لبه
اتصالات جوش لبه ای در اصل یک نسخه اصلاح شده از اتصال لب به لب هستند. زمانی که دو تکه فلز به صورت همپوشانی روی هم قرار می گیرند، شکل می گیرند. آنها بیشتر برای اتصال دو قطعه با ضخامت های متفاوت به یکدیگر استفاده می شوند. جوش را می توان در یک یا هر دو طرف انجام داد.
اتصالات لپ به ندرت بر روی مواد ضخیم تر استفاده می شود و معمولاً برای ورق فلز استفاده می شود. معایب احتمالی این نوع اتصالات جوشکاری شامل پارگی یا خوردگی لایه ای به دلیل همپوشانی مواد است. با این حال، مانند هر چیز دیگری، می توان با استفاده از تکنیک صحیح و اصلاح متغیرها در صورت لزوم از این امر جلوگیری کرد.
جوش اتصال لبه
در یک اتصال لبه، سطوح فلزی در کنار هم قرار می گیرند تا لبه ها یکنواخت باشند. یک یا هر دو صفحه ممکن است با خم کردن آنها در یک زاویه تشکیل شوند.
هدف از اتصال جوش این است که قطعات را به یکدیگر متصل کند تا تنش ها توزیع شوند. نیروهای ایجاد کننده تنش در اتصالات جوشی کششی، فشاری، خمشی، پیچشی و برشی هستند
توانایی اتصال جوش داده شده برای مقاومت در برابر این نیروها به طراحی اتصال و یکپارچگی جوش بستگی دارد. برخی از مفاصل می توانند انواع خاصی از نیروها را بهتر از سایرین تحمل کنند.
فرآیند جوشکاری مورد استفاده تأثیر عمده ای در انتخاب طرح اتصال دارد. هر فرآیند جوشکاری دارای ویژگی هایی است که بر عملکرد آن تأثیر می گذارد. سرعت حرکت، نفوذ، نرخ رسوب و حرارت ورودی نیز بر روی جوش های مورد استفاده در برخی از طرح های اتصال تاثیر می گذارد. سبک های زیر برای اتصالات لبه قابل اجرا هستند:
- شیار U
- شیار V
- جی شیار
- گوشه فلنج
- شیار اریب
- شیار مربعی
- لبه فلنج
به دلیل روی هم قرار گرفتن قطعات، این نوع اتصالات بیشتر در معرض خوردگی هستند. جوشکاران باید عیوب دیگری مانند گنجاندن سرباره، عدم همجوشی و تخلخل را در نظر داشته باشند که ممکن است رخ دهد.
درک فیزیک طراحی اتصالات برای جوشکاران ضروری است، زیرا این امر به آنها اجازه می دهد تا نیروهای مختلفی را که بر روی یک جوش در میدان اعمال می شود، تشخیص دهند و پیش بینی کنند. مهندسان از برنامه های کامپیوتری بارگذاری ایستا و پویا برای پیش بینی نیازهای استحکام جوش استفاده می کنند. هم چنین در راستای کنترل و مدیریت پروژه مورد نظر از نرم افزارهای کنترل پروژه استفاده می نمایند
از جوشکارهای امروزی انتظار می رود که انواع نیروهای وارد شده به جوش را درک کنند و بهترین طراحی اتصال را برای جلوگیری از ایجاد خرابی سازه توسط این نیروها تعیین کنند. پیکربندی نامناسب اتصال جوش می تواند باعث عیوب جوش و مواد مانند ترک خوردگی یا لمینیت شود. و جوشکاران ماهر باید بدانند که چگونه متغیرها را تنظیم کنند تا از این عیوب جلوگیری کنند.
یادگیری کار با اتصالات مختلف جوش و انواع جوش نیاز به تمرین دارد و در برخی موارد نیاز به تکمیل یک برنامه آموزشی رسمی، مانند برنامه آموزشی فناوری جوش ارائه شده در موسسه فنی جهانی (UTI) دارد. اگر جوشکار شدن شغل مناسبی برای شما به نظر می رسد، این برنامه می تواند آموزش هایی را که برای رسیدن به آنجا نیاز دارید تنها در 36 هفته به شما ارائه دهد.
از ایمنی جوش گرفته تا اصول جوشکاری تا کاربردهای پیچیده جوشکاری، دوره های آموزشی شما را با مفاهیم کلیدی که به عنوان یک جوشکار باید بدانید از جمله اتصالات جوشکاری، راهنمایی می کند.
علایم جوشکاری
جوشکاری نمی تواند جایگاه مناسب خود را به عنوان یک ابزار مهندسی بگیرد مگر اینکه ابزاری برای انتقال اطلاعات از طراح به کارگران فراهم شود. برای اطلاعات بیشتر در این خصوص می توانید به آموزش ابزار دقیق مراجعه نمایید
نمادهای جوشکاری ابزاری برای قرار دادن اطلاعات کامل جوش بر روی نقشه ها فراهم می کنند.
طرح نمایش نمادین جوش ها در نقشه های مهندسی مورد استفاده در این راهنما با روش “زاویه سوم” طرح ریزی مطابقت دارد.
این روشی است که عمدتاً در ایالات متحده استفاده می شود و اتصال مبنای مرجع برای نمادهای جوشکاری است.
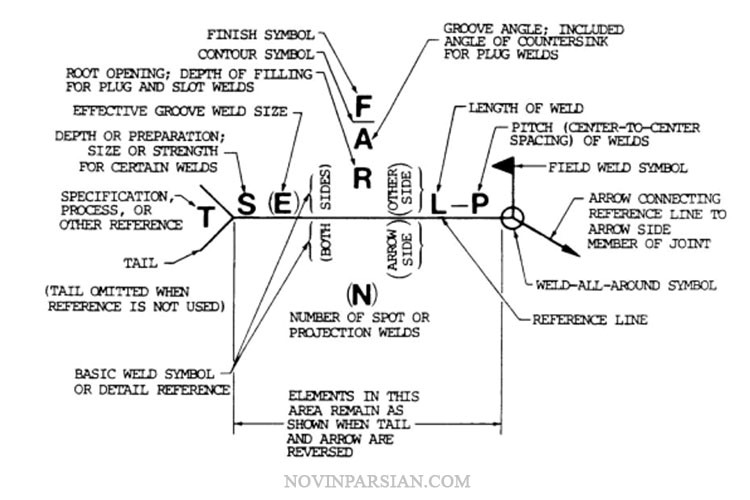
خط مرجع نماد جوشکاری برای تعیین نوع جوش، مکان، ابعاد، وسعت، کانتور و سایر اطلاعات تکمیلی استفاده می شود.
هر اتصال جوشی که با علامت نشان داده می شود همیشه یک طرف فلش و یک طرف دیگر خواهد داشت. بر این اساس، اصطلاحات سمت فلش، طرف دیگر و هر دو طرف برای تعیین محل جوش نسبت به اتصال استفاده می شود.
دم نماد جوش برای تعیین فرآیندهای جوشکاری و برش و مشخصات جوشکاری، رویه ها یا اطلاعات تکمیلی مورد استفاده در ساخت جوش استفاده می شود.
اگر جوشکار اندازه و نوع جوش را بداند، تنها بخشی از اطلاعات لازم برای ساخت جوش را در اختیار دارد. فرآیند، شناسایی فلز پرکننده ای که قرار است مورد استفاده قرار گیرد، چه نیاز به لایه برداری یا خرد کردن ریشه باشد یا نه، و سایر داده های مربوط باید به جوشکار مربوط باشد.
نمادی که در انتهای نماد قرار می گیرد که این داده ها را نشان می دهد باید توسط هر کاربر ایجاد شود. در صورت عدم استفاده از یادداشت ها، ممکن است دم نماد حذف شود.
عناصر یک نماد جوشکاری
نماد جوشکاری مونتاژ شده از هشت عنصر زیر یا هر یک از این عناصر در صورت لزوم تشکیل شده است:
- خط مرجع
- فلش
- نمادهای اصلی جوش
- ابعاد و سایر داده ها
- نمادهای تکمیلی
- نمادهای پایان،
- دم
- مشخصات
- فرآیند یا سایر مراجع
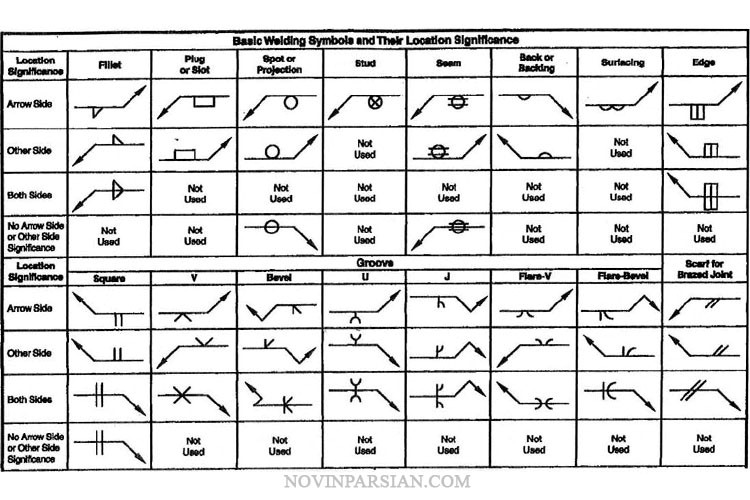
نمادهای اصلی جوش
نمادهای جوش برای نشان دادن فرآیندهای جوشکاری مورد استفاده در عملیات اتصال فلز، اعم از اینکه جوش موضعی باشد یا در اطراف، خواه یک جوش کارگاهی یا میدانی باشد، و کانتور جوش استفاده می شود.
این نمادهای اصلی جوش شامل نمادهای جوش قوسی و گاز، نمادهای جوش مقاومتی، لحیم کاری، ترمیت آهنگری، القایی، و نمادهای جوش جریان می شود.
نمادهای تکمیلی
این نمادها در بسیاری از فرآیندهای جوشکاری در تراکم با نمادهای جوشکاری استفاده می شود
- نمادهای تکمیلی قوس و گاز
- نمادهای جوش در اطراف و میدان
- جوش های نقطه ای مقاومتی و درز مقاومتی
نمادهای تکمیلی قوس و گاز
این جوش ها با استفاده از یک مرجع فرآیند یا مشخصات در انتهای نماد جوش نشان داده می شوند.
هنگامی که استفاده از یک فرآیند مشخص مورد نیاز است. فرآیند ممکن است با یک یا چند علامت از حروف نشان داده شود.
از آنجایی که نمادهای جوش مورد استفاده کافی هستند، نام حروف به نقطه قوس، نقطه مقاومت، درز قوس، درز مقاومتی، و جوشکاری طرحریزی اختصاص داده نمی شود.
تعیین فرآیندهای برش با حروف
هنگامی که هیچ مشخصات، فرآیند یا نماد دیگری وجود ندارد، دم ممکن است حذف شود
برای علامت های جوشکاری Fillet، Groove، Flange، Flash و Upset، فلش خط مرجع نماد جوشکاری را به یک طرف اتصال متصل می کند و این سمت باید سمت فلش اتصال در نظر گرفته شود
نماد جوشکاری فیله جانبی
جوشکاری پروجکشن، نقطه مقاومتی، درز مقاومتی، درز قوس الکتریکی، نمادهای جوشکاری نقطه قوسی و پلاگین
برای این نمادها، فلش خط مرجع نماد جوش را به سطح خارجی یکی از اعضای اتصال در خط مرکزی جوش مورد نظر متصل می کند.
عضوی که فلش به آن اشاره می کند عضو کنار فلش در نظر گرفته می شود. عضو مشترک دیگر باید عضو جانبی دیگر در نظر گرفته شود
نمادهای جوشکاری پلاگین و شکاف
هنگامی که یک اتصال به صورت ناحیه ای موازی با صفحه برآمدگی در نقشه نشان داده می شود و فلش نماد جوش به آن ناحیه هدایت می شود، عضو کنار فلش اتصال به عنوان عضو نزدیک اتصال در نظر گرفته می شود.
محل جوش با توجه به اتصال(سمت فلش):
جوش ها در سمت فلش اتصال با قرار دادن علامت جوش در سمت خط مرجع به سمت خواننده نشان داده می شوند.
جوش در طرف دیگر اتصال با قرار دادن علامت جوش در سمت خط مرجع دور از خواننده نشان داده می شود
جوش در دو طرف اتصال با قرار دادن نمادهای جوش در دو طرف خط مرجع، به سمت و دور از خواننده نشان داده می شود
نماد های بدون اهمیت جانبی
نمادهای نقطه مقاومت، درز مقاومت، فلاش، جوش به خودی خود اهمیت سمت فلش یا طرف دیگر ندارند، اگرچه نمادهای تکمیلی که در ارتباط با این نمادها استفاده می شوند ممکن است چنین اهمیتی داشته باشند.
به عنوان مثال، نماد کانتور همسطح همراه با نمادهای نقطه و درز استفاده می شود تا نشان دهد که یکی از اعضای سطح در معرض اتصال قرار است همسطح باشد.
نمادهای نقطه مقاومت، درز مقاومت، فلاش و جوش بر هم خورده باید روی خط مرجع متمرکز شوند
هنگامی که یک مشخصات، فرآیند یا مرجع دیگر با نماد جوش استفاده می شود، مرجع در دم قرار می گیرد
نمادهای بدون ارجاع
نمادها ممکن است بدون مشخصات، فرآیند یا سایر ارجاعات مورد استفاده قرار گیرند زمانی که:
یادداشتی شبیه به زیر در نقشه ظاهر می شود: “مگر در مواردی که به طور دیگری تعیین شده باشد، تمام جوش ها باید مطابق با مشخصات شماره … ساخته شوند.”
روش جوشکاری مورد استفاده در جاهای دیگر، مانند دستورالعملهای داخل فروشگاه و برگههای فرآیند توضیح داده شده است.
یادداشت های عمومی
یادداشت های عمومی مشابه موارد زیر ممکن است بر روی نقشه قرار داده شود تا اطلاعات دقیق در مورد جوش های غالب ارائه شود. لازم نیست این اطلاعات روی نمادها تکرار شود:
“مگر اینکه غیر از این مشخص شده باشد، تمام جوش های فیله 5/16 اینچ (0.80 سانتی متر) اندازه هستند.”
“مگر اینکه غیر از این مشخص شده باشد، دهانه های ریشه برای همه جوش های شیار 3/16 اینچ (0.48 سانتی متر) است.”
نشاندهنده فرآیند
هنگامی که استفاده از یک فرآیند مشخص مورد نیاز است، ممکن است فرآیند با حروفی مشخص شوند
نماد بدون دم
هنگامی که هیچ مشخصات، فرآیند یا مرجع دیگری با نماد جوش استفاده نمی شود، دم ممکن است حذف شود
نمادهای جوش همه جانبه و میدانی
جوش هایی که به طور کامل در اطراف یک اتصال گسترش می یابند با علامت جوش همه جانبه نشان داده می شوند. جوش هایی که به طور کامل در اطراف یک اتصال است که شامل بیش از یک نوع جوش است که با علامت جوش ترکیبی نشان داده می شود، همچنین با نماد جوش سراسری نشان داده می شود. نماد جوش سراسری نیز جوش هایی را به طور کامل در اطراف یک اتصال نشان می دهد که در آن تقاطع های فلزی در نقاط جوش در بیش از یک صفحه هستند.
جوش های میدانی جوش هایی هستند که در مغازه یا در محل ساخت اولیه ساخته نمی شوند و با استفاده از نماد جوش میدانی نشان داده می شوند.
تغییرات ناگهانی
نمادها بین تغییرات ناگهانی در جهت جوش یا میزان دریچه شدن خطوط ابعاد اعمال می شوند، به جز زمانی که از نماد جوش سراسری استفاده می شود.
مفاصل پنهان
جوشکاری روی اتصالات پنهان ممکن است زمانی پوشانده شود که جوشکاری با اتصال قابل مشاهده یکسان باشد. نقاشی نشان دهنده حضور اعضای پنهان است. اگر جوش روی اتصال پنهان با اتصال قابل مشاهده متفاوت باشد، باید اطلاعات خاصی برای جوشکاری هر دو داده شود.
محل نمادهای جوش
علائم جوش، به جز نقطه مقاومت و درز مقاومت، باید فقط روی خط مرجع نماد جوش نشان داده شود و روی خطوط ترسیمی نشان داده نشود. نمادهای جوش نقطه مقاومت و درز مقاومت ممکن است مستقیماً در محل جوش مورد نظر قرار گیرند
استفاده از علائم اینچ، درجه و پوند
علامت های اینچی برای نشان دادن قطر نقطه قوس، نقطه مقاومت و جوش های برآمدگی دایره ای، و عرض درز قوس و درز مقاومت در زمانی که ابعاد اعشاری چنین جوش هایی را مشخص می کنند استفاده می شود.
به طور کلی، علامت های اینچ، درجه و پوند ممکن است به دلخواه در نمادهای جوشکاری استفاده شود یا نباشد.
ایجاد نمادها
نمادهای فیله، اریب، شیار J، شیار مخروطی شعله ور و فلنج گوشه باید همیشه با پایه عمود بر سمت چپ نشان داده شوند.
در علامت جوش شیار یا مخروطی، فلش باید با یک شکست مشخص به سمت عضوی که قرار است پخ شود اشاره کند. در مواردی که عضوی که باید پخ شود واضح است، شکستن فلش ممکن است حذف شود.
اطلاعات مربوط به نمادهای جوشکاری باید برای خواندن از چپ به راست در امتداد خط مرجع مطابق با قراردادهای معمول پیش نویس قرار داده شود
برای اتصالاتی که بیش از یک جوش دارند، باید برای هر جوش یک علامت نشان داده شود
حروف CP در دم فلش نشان دهنده یک جوش نفوذ کامل اتصال (CJP) بدون توجه به نوع جوش یا آماده سازی اتصال است.
هنگامی که نمادهای اصلی جوش برای نشان دادن جوش مورد نظر ناکافی هستند، جوش باید با یک مقطع، جزئیات یا سایر دادهها با ارجاع روی نماد جوش مطابق با مشخصات محل ارائه شده نشان داده شود
دو یا چند خط مرجع ممکن است برای نشان دادن یک توالی از عملیات استفاده شود.
اولین عملیات باید در نزدیکترین خط مرجع به فلش نشان داده شود. عملیات بعدی باید به ترتیب در سایر خطوط مرجع نشان داده شود
همچنین ممکن است از خطوط مرجع اضافی برای نشان دادن اطلاعات تکمیلی به اطلاعات نماد جوشکاری موجود در خط مرجع نزدیک به فلش استفاده شود.
اطلاعات آزمون ممکن است در خط دوم یا سوم دور از فلش نشان داده شود در صورت لزوم، نماد جوشکاری سراسری باید در محل اتصال خط پیکان و خط مرجع برای هر عملیاتی که در مورد آن اعمال می شود قرار گیرد. نماد جوش میدانی نیز ممکن است در این روش استفاده شود.