
قطعا می دانید که در عصر حاضر مسئله شناخت هرچه بیشتر تکنولوژی و همچنین روشهای تخصصی و آموزش جوشکاری حرفه ای اهمیتی بسیار بالا پیدا کرده است. نکته قابل توجه این است که این اهمیت ویژه تنها محدود به حوزه تخصصی متالورژی و مهندسی مواد نیست؛ بلکه کاربردهای متعدد انواع متدهای تخصصی جوشکاری و آموزش جوشکاری حرفه ای در تمامی صنایع و علوم و فنون روزانه در حال افزایش یافتن است. همین موضوع موجب شده است موقعیت های شغلی متعدد و بسیار خوبی در تعداد زیادی از کشورها منتظر افراد متخصص در زمینه جوشکاری باشد. با عنایت به پیشرفتهای روزافزون صنایع تخصصی و پدید آمدن سازههای ترکیبی با استفاده از اتصالاتی مختلف و نوآورانه، به دست آوردن اتصالاتی جدید با خاصیتهای فیزیکی و مکانیکی متناسب، کارآمد و ضروری است. یکی از انواع روشهای متعدد برقراری این اتصالات، جوشکاری است که به شکل گسترده برای انجام اتصالات مابین مواد متشابه و غیرمتشابه کاربرد دارد و شامل دستهبندیهای متعدد و انواع مختلفی میشود که هریک دارای معایب و مزایایی هستند.
جوشکاری چیست؟
جوشکاری یکی از انواع روشهای تولید است و هدف اساسی آن برقراری اتصال دائمی مواد مهندسی (فلز، سرامیک، پلیمر،کامپوزیت) به همدیگر است به گونهای که خواص اتصال برابر خواص ماده پایه باشد. جوشکاری به شکل کلی عبارت است از اتصال دادن دو قطعه فلزی و یا حتی غیرفلزی به یکدیگر که بر اثر عواملی خارجی همانند فشار و حرارت؛ این عمل در عصر حاضر به شکل علمی پیشرفته و مهم در خدمت صنایع متعدد و مختلف در آمده و در زمانهای پیشین بیشتر به عنوان یک هنر شناخته میشد. جوشکاری مثل شکل دادن فلزات یا همان ریختهگری، از مهمترین شاخههای کاربردی علم متالورژی است. به صورت کلی حذف کردن فاصله مابین دو قطعه مختلف برای ایجاد کردن جاذبهای همیشگی مابین اتمهای آنها را جوشکاری مینامند. درنتیجه در انواع مختلف جوشکاری لازم است که اتصالات مابین دو قطعهی جوش داده شده به هم همراه با درهمتنیدگیهای ساختاری در مقیاسهای بسیار کوچک مولکولی و اتمی باشد. مزیت اساسی اتصال دائمی یا همان جوشکاری نسبت به سایر انواع اتصالات موقتی که در صنایع مختلف مورد استفاده هستند (همانند پیچها یا پرچها) این است که در تکنیک جوش، استحکام بسیار بالاتری حاصل میشود. همچنین روشهای جوشکاری به صورت کلی بسیار سریعتر از دیگر تکنیکها هستند، مزیت آببندی دارند و به مرور زمان به نسبت بسیار پایدارترند.

معرفی انواع روش های جوشکاری
روشهای مختلف با کاربردهای متفاوت جوشکاری به دو بخش کلی شامل جوشکاری ذوبی و غیرذوبی (جامد) تقسیمبندی می شوند. شکل زیر مهمترین و کاربردیترین روش های جوشکاری مورد استفاده در برترین صنایع تخصصی را نشان میدهد.

روش های جامد در جوشکاری
در روشهای جوشکاری مواد به شکل جامد ایجاد پیوستگی مابین قطعات بدون هیچگونه ذوب فلز پایه صورت میگیرد. در این روشها از هیچ گونه ماده پرکنندهای استفاده نمیشود و فلزات به هیچ وجه خواص اولیهی خود را از دست نمیدهند. همچنین در انواع جوشکاری حالت جامد لبه های قطعات به علت اعمال فشار بالا با ایجاد حرارت یا در برخی موارد بدون حرارت در همدیگر تنیده میشوند. مکانیزم اصلی حاکم بر روشهای جوشکاری غیرذوبی، نفوذ حالت جامد میباشد. هرچند ممکن است لایهای بسیار نازک از فلزات مذاب طی مراحلی چون مراحل میانی عملیات برقراری اتصال مابین سطوح پدید آید، اما اکثر اوقات آن را نادیده میگیرند. در ادامه با انواع جوشکاری حالت جامد آشنا میشویم.
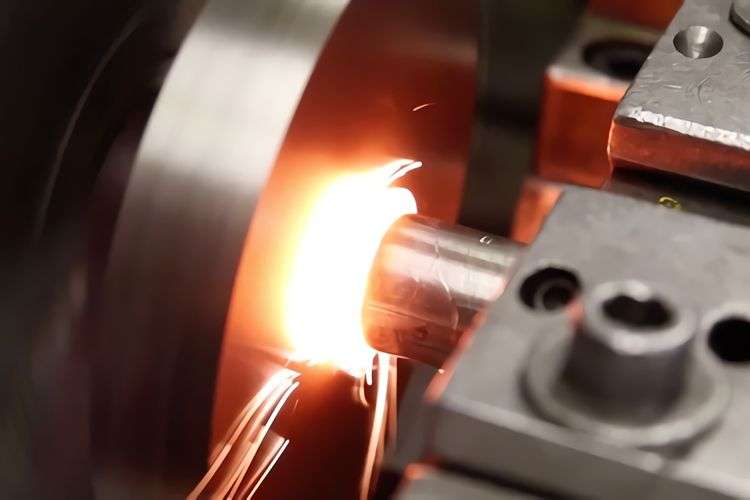
اصطکاکی
جوشکاری اصطکاکی، از مهمترین روشهای جوشکاری جامد است. در این روش نخست یکی از قطعات مورد جوشکاری توسط یک نیروی مکانیکی در جهتی مشخص و خاصی به چرخش درمیآید؛ در عین حال قطعهی دیگر به وسیلهی یک گیرهی صنعتی محکم در جای خود نگه داشته میشود و بدون هیچ گونه حرکتی است. سپس در نتیجهی تماس فیزیکی فصل مشترک این دو قطعه با یکدیگر و به وجود آمدن اصطکاک بالا مابین سطوح تماسی، حرارت زیادی تولید می شود. گرمای تولید شده به واسطه اصطکاک، سطوح تماس اجسام موردنظر را به شکل و حالت خمیری درآورده و سپس در نهایت کار، وارد شدن فشار به همراه قطع شدن گردش دورانی جسم موجب برقراری اتصال و جوش داده شدن دو قطعه به یکدیگر میشود. از مزیتهای اساسی این روش جوش امکان استفادهی آن جهت جوشکاری فلزات غیرهمجنس است.
اصطکاکی اغتشاشی
در فرآیند جوشکاری به روش اصطکاکی اغتشاشی یا به اختصار تخصصی FSW، از یک ابزار به شکل استوانه بهره برده میشود که در یک بخش انتهایی آن قسمتی برآمده و دارای پراب (Probe) میباشد. به این بخش انتهایی که بر روی محل جوشکاری قرار داده میشود، پین (Pin) گفته میشود. با شروع حرکت چرخشی این ابزار استوانهای، اصطکاکی به نسبت زیاد در محل موردنظر جهت برقراری اتصال و جوشکاری شکل میگیرد. در عین حال، فشار و گرما نیز در این نقطه بالا میرود تا شرایط لازم برای برقراری جوش مابین دو فلز مهیا شود. در اصل، حرکت چرخشی بخش پین بر روی سطح فلز، باعث نرمی و وارد شدن لایههای فلز به بخش ساخته شده از پلاستیک میشود. اما در مقیاسی کوچکتر، اتفاقاتی دیگر و بسیار متفاوت نیز در حال رخ دادن است. در طی فرآیند جوشکاری اصطکاکی اغتشاشی، به علت وجود اصطکاک شدید مابین ابزار و فلز، دما به اندازه بسیار زیادی بالا میرود. سپس فلزی که وارد قسمت پلاستیک شده است، فرصت تبلور دوباره پیدا میکند. ساختار مولکولی آن دچار شکستگی شده و ساختار ترکیبی جدیدی شکل میدهد.
جهت شرکت در دوره پایپینگ آموزشگاه فنی مهندسی نوین پارسیان کلیک نمایید
نفوذی
جوشکاری نفوذی از فرآیندهای جوشکاری به صورت حالت جامد است که با استفاده از اعمال فشار معین در دمای بالا و بدون هیچگونه تغییر شکل پلاستیک در اندازه ماکروسکوپی انجام میشود. نفوذ کردن فلزات در یکدیگر موجب به وجود آمدن اتصال در این روش میشود. برخی اوقات مقداری فلز جهت پرکنندگی نیز مابین سطوح جوشکاری اضافه میشود. این روش جوشکاری به حالت جامد اکثرا در موارد فلزکاری استفاده میشود و میتواند اتصال فلزات مشابه و غیر مشابه را ممکن سازد. این فرآیند بر پایهی اصل نفوذ حالت جامد صورت میگیرد، در حالی که اتمهای دو سطح مقطع جنس جامد و جنس فلزی در طی زمان داخل یکدیگر نفوذ میکنند. این فرآیند به طور معمول در دمای بالا، تقریباً به مقدار 50-70٪ درجه حرارت ذوب به صورت کامل مواد انجام میگیرد. نفوذ به وسیلهی فشار بالا، همراه با مقدار حرارت بالا، انجام میگیرد. این تکنیک جوشکاری جامد معمولاً در جهت جوش دادن لایههای متناوب سیمهای فلزی، فولاد نازک فلزی، و یا رشتههای فلزی استفاده میشود. در حال حاضر، روش جوشکاری نفوذی به صورت گسترده در روند برقراری اتصال فلزات با مقاومتهای بالا و نسوز و به ویژه در صنایعی چون صنایع هوافضا و هستهای مورد استفاده قرار میگیرد.
انفجاری
جوشکاری انفجاری یکی از روش های جوشکاری به صورت حالت جامد است که کاربردی به نسبت کمتر در صنایع معمولی و عادی دارد. در این روش در جهت جوشکاری مابین دو ورق فلزی، یک انفجار کنترل شده در ورق فوقانی صورت میگیرد. پس از آن در نتیجهی برخورد بسیار سریعی که ورق بالایی با پایینی دارد، یک پیوند متالورژیکی در قسمت فصل مشترک برخورد دو ورق ایجاد میشود.
نوردی
جوشکاری RW یکی از روشهای تخصصی جوشکاری است که در جهت اتصال ورقهایی از جنس فلز به کار میرود. در جهت انجام دادن جوشکاری با نورد لازم است ابتدا سطح دو ورق مدنظر کاملا تمیز و بدون آلودگی باشند. سپس این ورق ها به صورتی روی هم قرار میگیرند که سطوح آنها کاملا در تماس با یکدیگر باشند. سپس به وسیلهی نورد همزمان به دو ورق، فشار بسیار زیادی وارد می شود که موجب امتزاج متالورژیکی ورقها میگردد.
روش های ذوبی در جوشکاری
در انواع جوشکاری ذوبی عامل اساسی برقرار اتصال بین دو قطعه، ایجاد مذاب است. مولکولها و اتمهای مذاب از مقدار بیشتری آزادی حرکتی برخوردارند. بنابراین زمانی که دو قطعه و فلز پرکننده در حالت مذاب باشند، درهمتنیدگی ساختاری و نفوذ به بیشترین مقدار خود میرسد و مادهای یکدست ایجاد میگردد. با گذشتن زمان و انجماد، دو قطعه به یکدیگر متصل میشوند.
قوسی تنگستن-گاز
این نوع از انواع جوشکاری پرکاربرد است که با نام اختصاری جوشکاری TIG نیز معروف است. در جوش GTAW، قوس مابین الکترود غیرمصرفی از جنس دیر ذوب همانند تنگستن و قطعه کار برقرار میشود و موجب ذوب فلز پایه و تشکیل حوضچه مذاب بر روی قطعه کار میگردد. طی فرایند جوش GTAW گازهای خنثی محافظ از کپسول توسط شلنگهای مخصوص و رگلاتور به سمت تورچ جوشکاری هدایت میگردد. بین روشهای جوشکاری قوسی این روش از نظر ظاهری، ظاهر و شکل بسیار خوبی را برای فلز مورد جوش به ارمغان میآورد؛ ولی نرخ رسوب و میزان سرعت کمتری دارد و از نظر قیمت گرانتر است.
قوسی فلز-گاز
در روش جوش GMAW، در عوض الکترود روکش دار از الکترودهای بدون روکش استفاده به عمل میآید. برای جلوگیری کردن از آسیب به مذاب فلز جوش، یک گاز نجیب (بی اثر) یا فعال در فضای قوس و قسمت اطراف حوضچه مذاب جایگزین اتمسفر میشود. اگر گاز مورد نظر گاز بی اثر باشد، به آن جوشکاری میگ MIG میگویند و در صورتی که از گاز محافظ فعال استفاده به عمل آید، آن را جوشکاری مگ (MAG) میخوانند. در صورتی که گاز محافظ با اثر یا فعال باشد آن را (MAG) مینامند. معمولا در این روش جوش گاز محافظ از طریق لولههای انتقال و کپسول به آرامی به سمت قوس هدایت شده و حفاظت مناسب را موجب میشود.
قوسی فلز پوشش دار
بین انواع جوشکاری، جوشکاری با الکترود دستی روکش دار از پرکاربردترین انواع جوشکاری حرفهای است. در این روش تخصصی قوس الکتریکی ساخته شده مابین الکترود روکشدار و قطعه حرارت کافی در جهت ذوب کردن قسمت کوچکی از سطح فلز پایه و الکترود را ایجاد می کند. با فاصله گرفتن قوس از حوضچۀ مذاب، مخلوط فلز مذاب ناشی از فلز و الکترود پایه سرد میشود و منجمد میشود و فرایند اتصال کامل میشود. این روش به نسبت ارزان، آسان و با تجهیزاتی با قابلیت حمل آسان است، ولی در جهت جوشکاری فلزات غیرآهنی مناسب نیست.
قوسی زیر پودری
جوشکاری قوسی زیر پودری از دسته انواع جوشکاری ذوبی است که حرارت مورد نیاز جهت جوشکاری مواد توسط قوس ایجاد شده مابین قطعه کار و سیم جوشی که به شکل پیوسته تغذیه میشود، تامین میگردد. قوس الکتریکی در طی این فرایند زیر تودهای پودر مخصوص ایجاد می شود. لازم به توجه است که قسمتی از توده پودری طی فرایند ذوب میگردد و موجب شکل دادن سرباره بر روی فلز مذاب جوش میشود. از جوشکاری زیر پودری اکثرا جهت جوشکاری مواد و قطعات ضخیم و خط جوش های طولانی لولهها استفاده میگردد.
جهت شرکت در دوره پایپلاین دیزاین آموزشگاه فنی مهندسی نوین پارسیان کلیک نمایید
قوسی توپودری
جوشکاری از نوع مذاب قوسی تو پودری نسبت به دو روش قبلی، از دسته روشهای پیشرفتهتر در زمینه جوشکاری قوسی به شمار میرود. در طی این فرایند قوس الکتریکی مابین سیم جوش و قطعه کار حاوی پودر ایجاد میگردد و حرارت ناشی از آن باعث ذوب و برقراری اتصال میشود. پس تفاوت اساسی آن با روش پیشین این است که پودر داخل سیم جوش قرار دارد. با استفاده از این روش میتوان با دود ناشی از گاز خارجی یا اکسید پودر از حوضچه ذوب محافظت کرد. این روش نیازی به هیچگونه توقف فرایند جوشکاری مواد و یا تعویض الکترود ندارد و سرعت نسبتا بیشتری دارد.
مقاومتی
بین انواع مختلف جوشکاری غیر ذوبی، جوشکاری مقاومتی از جمله پرکاربردترینها میباشد. در طی روش جوشکاری مقاومتی، با اتصال دو سطح و قرار دادن حرارت ناشی از اعمال جریان الکتریکی کافی و همچنین فشار مکانیکی به شکل هم زمان ایجاد میشود. از مفاید این روشها میتوان به سرعت بسیار بالای آنها اشاره کرد؛ همچنین در آنها از سیم جوش هیچ استفادهای نمیشود.
لیزری
جوشکاری ذوبی با استفاده از پرتوی لیزر از جمله روشهای جوشکاری نوین و پیشرفته به شمار میآید که جوشی عمیق و نازک ایجاد میکند؛ این در حالیست که انرژی ورودی به قطعه در برابر روشهای دیگر بسیار کمتر است. در طی انجام این روش با وارد کردن اشعه پرانرژی لیزر به سطح قطعه کار، گرمای مورد نیاز برای تولید حوضچۀ مذاب و انجام اتصال را فراهم میکند. این روش برای تمامی مواد مهندسی مورد استفاده است و احتیاجی به فلز پر کننده ندارد.
پرتو الکترونی
جوشکاری مواد به وسیلهی پرتوی الکترونی، پیشرفتهتر و گران قیمتتر از انواع جوشکاری لیزری است و میان روش های جوشکاری ذوبی بیشترین مقدار حرارت را تولید میکند. در روش جوش EBW برخورد الکترونها به سطوح قطعه، انرژی جنبشی دسته الکترونها را مبدل به گرما میکند. نتیحتا سطح موردنظر در کسری از ثانیه به دمای حدودا ۲۵۰۰۰ درجه سانتی گراد میرسد. مقدار نفوذ حرارت با استفاده از این روش آنقدر عمیق است که میتوان قطعاتی با ضخامتهای بسیار زیاد را از هر جنسی به یکدیگر متصل نمود.
پلاسما
جوشکاری با قوس الکتریکی پلاسما اساسا از انواع جوشکاری با الکترود تنگستنی است؛ اما به علت کاربرد گستردهای که در صنایع پیشرفته دارد آن را به طور جداگانه معرفی می کنیم. اگر در جوشکاری مواد با الکترود تنگستنی از گاز یونیزه که پلاسما خوانده می شود، استفاده کنند، در این صورت روش جوشکاری پلاسما خواهد بود. در جوشکاری PAW، یک نازل جوشکاری مخصوص پلاسما گازهای یونیزه شده را از داخل نازل به شکلی عبور میدهد که تمرکز کلی انرژی حرارتیزیادتر شود. به علت انرژی پایدارتر و بالاتر و همینطور قوس متمرکزتر جوش پلاسما، استفاده کردن این فرایند برای اتصال ورقهای نازک تا ضخیم، مخصوصا برای جوشکاری آلومینیوم کاربرد فراوانی دارد.

آیا جوشکاری آموزش حرفه ای با مدرک دارد؟
تحصیل در رشته آموزش جوشکاری حرفه ای در ایران به چند روش مختلف امکان دارد. رشته آموزش جوشکاری حرفه ای و مهندسی بین المللی جوش در شاخههای کارودانش و فنی حرفهای تحت عناوین “جوشکاری” و “صنایع فلزی” بترتیب ارائه میشوند که علاقمندان به تحصیل در این رشته می توانند با انتخاب کردن این رشته با اولویتهای اجرایی و عملی به فراگیری آن بپردازند و تا سطوح کاردانی و کارشناسی در مهندسی بین المللی جوش بصورت ناپیوسته ادامه تحصیل دهند. سازمانهای فنی و حرفهای همچنین دورههای میان مدت آموزشی در این زمینه در بسیاری از شهرستان ها و نقاط کشور برگزار میکنند. همچنین دوره های جوشکاری حرفهای بصورت مهندسی بین المللی جوش، عملی و بازرسی جوش توسط آموزشگاه های خصوصی براساس استانداردهای IWNT , AWS ,ASNT و … نیز برگزار میشوند. ولی تحصیلات آکادمیک در زمینه رشته مهندسی بین المللی جوش را تنها می توان از رشته مهندسی مواد در مقطع ارشد کسب کرد.
دوره کارشناسی ارشد آموزش جوشکاری حرفه ای و مهندسی بین المللی جوش مجموعه ای است از دروس آزمایشگاهی پیشرفته، نظری، و پروژه تحقیقاتی که به جهت تربیت نیروهایی با تخصص بالا در زمینه اتصالات و جوش مواد مختلف شامل: فلزات آهنی و غیر آهنی و همچنین آلیاژهای آنها و غیرفلزات همانند سرامیک، شیشه و پلاستیک برای صنایع و مراکز آموزشی و تحقیقاتی برنامهریزی شده است. محور اصلی و استراتژی اساسی برنامهریزیهای انجام شده برای دورههای آموزش جوشکاری حرفه ای تربیت نیروهای متخصصی است که بتوانند با افزایش دانش فنی، قدرت درک و تجزیه تحلیل هرچه بیشتر بر مبنای اصول مشخص و استانداردهای بین المللی برای انجام هرچه مطلوبتر وظایف را داشته تا قادر باشند جوابگوی نیازهای صنایع و مراکز آموزشی کشور در زمینههای جوشکاری و موضوعات جنبی آن باشد.
کارهایی که مهندسان جوش انجام می دهند
- متالورژی جوشکاری
- فرایندهای جوشکاری قوسی و حالت جامد
- بررسی خوردگی مقاطع جوش
- بازرسی و کنترل پارامترهای جوشکاری
- تاثیر هیدروژن بر شکست اتصالات جوشکاری
- بررسی های غیرمخرب
- تاثیر پارامترهای جوشکاری بر خواص اتصال
- آنالیز و بررسی انتقال فلزات طی فرایند جوشکاری به وسیله دوربینهای سرعت بالا
مهندسان باید این توانایی ها را دارا باشند
- بهینه ساختن شرایط جوشکاری در واحدهای صنایع و انجام نوآوری در این زمینه
- صورت دادن آزمایش های کنترل کیفی بر پایهی استانداردهای بین المللی و معین کردن کیفیت قطعه کار
- بررسی علتهای تخریب در اتصالات و ارائه روشهای مناسب برای جلوگیری از آنها
- طراحی، محاسبه و ارائه روشهای اتصال و جوش مواد در فرایند ساخت و تولید بر اساس استانداردهای بین المللی
- نوآوری و تحقیق در مواد مصرفی در فرایند جوشکاری و آزمایشگاه کنترل کیفی
- استفاده از فرایندهای پیشرفته اتصالات به یاری کامپیوتر و رباتهای صنعتی در صنایع مختلف کشور
درآمد مهندسان جوش در ایران
فارغ التحصیلان مقطع کارشناسی ارشد مهندسی جوشکاری جهت اشتغال در حرفههای پیشرفته در زمینههای مرتبط با مهندسی مواد آماده میشوند. مهندسین جوش در زمینه اتصالدهی و آزمایش مواد جهت استفاده در صنایع و تولید محصولات، متخصص هستند. بر طبق آمار رسمی دفتر آمار ایالات متحده آمریکا (BLS)، میزان رشد فعالیت مهندسین مواد، من جمله مهندسین جوش طی دهه ۲۰۱۴-۲۰۰۴ به میزان حدودا ۱ درصد افزایش یافته است. BLS گزارش میکند که تا پایان سال ۲۰۱۵ میلادی، مهندسین جوش حقوق سالیانه به مقدار متوسط ۹۱۳۱۰ دلار دریافت کردهاند. مهندس جوش بایستی بر تمامی فعالیت های مربوط به تولید، طراحی، کارایی و نگهداری سازههای جوشکاری مسلط باشد. دانشجویان مقطع کارشناسی ارشد رشته مهندسی جوش توسط طیف گستردهای از دانشگاهها، صنایع، آزمایشگاهها و موسسههای تحقیقاتی مستقل به استخدام درمیآیند.