طراحی یک مجموعه یا قطعه جوش داده شده برای استفاده عموم باید از استانداردهای سختگیرانه ای پیروی کند که برای ایمنی توسط سازمان ها و دولت ها در سراسر جهان ایجاد شده است. این استانداردها با ارائه رهنمودهای جوشکاری که به آسانی از آن پیروی می کنند، آرامش خاطر را برای سازندگان و طراحان فراهم می کند که منجر به ساخت و ساز اتصالات مهندسی شده مناسب می شود. اگرچه طراحان باید مواد مناسب را برای کاربرد انتخاب کنند و تجزیه و تحلیل ساختاری بعدی محصول را انجام دهند، استانداردها طراحی اتصالات جوشی را با این درک که مهندسی نظری بین گروههای درگیر از بین نخواهد رفت، امکان پذیر میسازد.
نمادهای جوش راه بسیار مفیدی برای انتقال مفاهیم جوشکاری از دفتر طراحی تا آموزشگاه فنی و کارگاه جوشکاری هستند.
ضروری است که “قوانین” استاندارد مورد استفاده به طور صحیح توسط کارمندان دفتر طراحی شود. با این حال، همچنین مهم است که پرسنل کارگاه ها قادر به خواندن و درک جزئیات نمادهای جوش باشند.
بسیاری از این نیاز را می توان با ارجاع به استاندارد مورد استفاده در سازمان و توسط پرسنل دفتر نقشه کشی با در نظر گرفتن نیازهای کاربر نهایی مانند جوشکاران، سرپرستان جوش، پرسنل بازرسی جوش و مهندسین جوش برآورده کرد تا اشتباهات پرهزینه به حداقل برسد. به دلیل تفسیر نادرست
آموزش همه پرسنل در استفاده صحیح از مشخصات نماد جوش نیز نقش مهمی در حصول اطمینان از اینکه نمادهای جوش هم به درستی اعمال می شوند و هم به درستی خوانده می شوند، ایفا می کند.
کاربرد نمادهای جوش بر روی نقشه ها
جوشکاران اغلب برای ایجاد جوشهای خود به نمادهای جوشکاری تکیه میکنند. جوشکارها هنگام عملیات میدانی جوشکاری خود نمادها را تفسیر و رمزگشایی می کنند.
نمادهای جوش برای سالها مورد استفاده قرار گرفتهاند و روشی ساده برای انتقال جزئیات طراحی به تعدادی از پرسنل مختلف کاگاه های صنعتی مانند جوشکارها، سرپرستان و بازرسان هستند. پیمانکاران فرعی اغلب ملزم به تفسیر نمادهای جوش در نقشه های مهندسی هستند، شاید از پیمانکار اصلی یا مشتری برای تعیین نوع جوش مورد نیاز. ضروری است که همه باید درک کاملی از الزامات نماد جوش داشته باشند تا اطمینان حاصل شود که الزامات طراحی اولیه برآورده شده است.
تعدادی استاندارد وجود دارد که به نمادهای جوشکاری مربوط می شود، از جمله استانداردهای بریتانیا، اروپا، بین المللی و آمریکا (انجمن جوش آمریکا). اکثر جزئیات اغلب مشابه یا در واقع یکسان هستند، اما ضروری است که همه افراد ذینفع استاندارد مورد استفاده را بدانند. بنابراین یکی از اولین الزامات این است:
استانداردهای نقشه های جوشکاری
همانطور که قبلا ذکر شد، ضروری است که همه افراد ذینفع در هر پروژه بدانند که کدام استاندارد اعمال می شود.
مشخصات و استانداردهای جوشکاری، مانند بسیاری از گزارشهای استاندارد دیگر دوره مهندسی مکانیک، باید با اتکا به علم و مهندسی عمومی با تجربه و نتایج در نظر گرفته شود.
استانداردها منابع فوق العاده ای برای استفاده و یادگیری هستند زیرا این امکان را می دهند تا دیدگاه طراح در خطوط طراحی و تولید را مشاهده کنید. با درک استانداردها، می توانید تصمیمات آگاهانه تری در مورد طراحی اتصالات جوش داده شده اتخاذ کنید،
استانداردهایی وجود دارد که معمولاً در ایالات متحده آمریکا مورد استفاده قرار میگیرند، اما صدها استاندارد دیگر در دسترس هستند و عموماً محلی برای یک کشور یا یک شرکت هستند.
کدهای ASME — انجمن مهندسین مکانیک آمریکا — شامل مشخصات جوشکاری است که در استانداردهای طراحی و ساخت ادغام شده است.
استانداردهای AWS — انجمن جوشکاری آمریکا — استانداردهای کد نوشته شده به عنوان رهنمودهایی برای جوشکاری در موضوعات عمومی و تخصصی از AWS D1.2 (جوشکاری آلومینیوم سازه) تا AWS D18.3 (جوشکاری تجهیزات بهداشتی) هستند.
استانداردهای ISO — سازمان بین المللی استاندارد — هزاران دستورالعمل و استاندارد فراگیر که مشخصات و طبقه بندی فرآیند جوش را برای اکثر تکنیک های مدرن پوشش می دهد.
بریتانیا به طور سنتی از BS 499 استفاده می کند. این استاندارد اکنون با BS EN 22553 جایگزین شده است، اما در بسیاری از سازمان های جوشکاری و ساخت، نقشه های قدیمی استفاده می شود که به استانداردهای قدیمی مانند BS 499 Pt 2 اشاره می کند.
BS EN 22553 تقریباً مشابه استاندارد اصلی ISO 2553 است که بر اساس آن ساخته شده است. بنابراین ضروری است که خواننده استاندارد خاص را مورد توجه قرار دهد. سیستم آمریکایی نیز از بسیاری جهات مشابه است
سایر استانداردهای جوش موجود در کشورها یا مناطقی مانند استانداردهای استرالیا (AS/NZS)، انجمن استانداردهای کانادا (CSA)، اتحادیه اروپا (CEN)، استانداردهای بریتانیا (BS) و سایرین بومی سازی شده اند. انتخاب یک استاندارد برای طراحی تحت تأثیر مشتری نهایی و اولویت برای عمق استانداردسازی خواهد بود. همه این سازمان ها در اطلاعات و استانداردسازی همپوشانی دارند و در برخی موارد بر اساس یکدیگر نوشته می شوند.
مشخصه های یک نقشه جوشکاری
طبق گفته انجمن جوشکاری آمریکا، نقشه های جوشکاری از چندین عنصر تشکیل شده است. اسکلت نماد جوش شامل یک خط افقی به نام خط مرجع است که به عنوان یک لنگر عمل می کند که تمام نمادهای جوشکاری به آن گره خورده اند. دستورالعمل ساخت جوش در امتداد این خط مرجع ظاهر می شود. یک فلش به این خط افقی متصل می شود تا مفصلی که قرار است جوش داده شود را نشان دهد.
علاوه بر این دو عنصر، نمادهای جوشکاری ممکن است شامل عناصر دیگری برای انتقال اطلاعات جوشکاری خاص باشد. اطلاعات جوشکاری ممکن است به روشهای دیگری مانند ترسیم یادداشتها یا جزئیات، مشخصات، کدها، استانداردها یا سایر نقشهها نیز منتقل شود که نیاز به گنجاندن عناصر مربوطه در نماد را از بین میبرد.
دم نماد جوش برای تعیین فرآیند جوشکاری، لحیم کاری و برش علاوه بر مشخصات جوش یا لحیم کاری، رویه ها یا اطلاعات تکمیلی مورد استفاده در ساخت جوش یا لحیم کاری استفاده می شود. فرآیند، شناسایی فلز پرکننده مورد استفاده و سایر داده های مهم در دم نماد قرار می گیرد.
مهم ترین نماد هایی که در هر نقشه جوشکاری وجود دارند شامل موارد زیر می شود:
1) نماد پایان تقریباً همیشه همراه با نماد کانتور مستقیماً در زیر یا در کنار نماد جوش قرار دارد.
2) زاویه شیار و دهانه ریشه در کنار نماد جوشی که مربوط به آن است قرار دارد.
3) پرچم میدان نشان می دهد که این جوش بر روی قطعه در حین یا پس از نصب تکمیل می شود.
مفاهیم اساسی جوشکاری
برای خواندن نقشه های جوشکاری، درک انواع مختلف جوش و نمادهای آنها مهم است. هر موقعیت جوشکاری نماد مخصوص به خود را دارد که اغلب در نزدیکی مرکز خط مرجع قرار می گیرد. این نماد به عنوان یک طرح ظاهر می شود که نشان دهنده یک مقطع ساده شده از جوش است. طراحی الزامات جوش روی یک قطعه می تواند بر اساس استحکام، خوردگی، الزامات محافظ EMI، الزامات محیطی، پیش بینی حرکت مواد و موارد دیگر باشد.
در ادامه به تعدادی از اساسی مورد نیاز برای درک مفاهیم و نقشه های جوشکاری میپردازیم:
فیله
نماد جوش فیله یکی از شناخته شده ترین نمادها است. از فیله برای ساخت اتصالات گوشه، مفاصل لبه و اتصالات T استفاده می شود. به شکل مثلثی ظاهر می شود، اما شکل آن همیشه متساوی الساقین یا قائم الزاویه نیست. فلز جوش که از اتصال دو عضو تشکیل میشود، در گوشهای رسوب میکند و به فلز پایه نفوذ میکند و برای تشکیل اتصال با فلز پایه فیوز میشود.
شیار
از جوش های شیاری برای ایجاد اتصالات لبه به لبه استفاده می شود. با این وجود، اغلب از شیار در اتصالات T، اتصالات گوشه و اتصالات بین قطعات صاف و منحنی استفاده می شود. این جوش ها بسته به هندسه قطعات در حال اتصال و آماده سازی لبه های آنها می تواند به روش های مختلفی ساخته شود. اساساً فلز جوش در شیار رسوب میکند که با فلز پایه ترکیب میشود و اتصال را تشکیل میدهد. انواع مختلفی از جوش های شیاری وجود دارد که از جمله آنها می توان به جوش های مربعی، دو مخروطی و شیار V اشاره کرد.
دوشاخه یا اسلات
جوش های پلاگ و شیار برای اتصال قطعات روی هم با سوراخ کردن یکی از قطعات استفاده می شود. فلز جوش در سوراخ ها رسوب می کند و با فلز پایه دو قسمت فیوز می شود تا اتصال ایجاد شود. برای جوش های پلاگین، سوراخ ها گرد هستند و در جوش های شکافی، سوراخ ها به شکل شیار هستند.
جوش نقطه ای
جوش نقطه ای قطعات فلزی روی هم را در نقاط کوچک با اعمال فشار و استفاده از جریان الکتریکی به هم متصل می کند. ابتدا الکترودها را به سطح قطعاتی که باید متصل شوند آورده شده و فشار وارد می شود. سپس جریان از طریق الکترودها اعمال می شود تا مواد ذوب شوند و در نهایت در حالی که الکترودها در جای خود باقی می مانند جریان حذف می شود و مواد سرد و جامد می شوند.
جوش درز
جوش درز از فرآیند مشابه جوش نقطه ای استفاده می کند. اساساً، جوش از سطح بالایی بیرون میآید و با استفاده از حرارت ورودی به قسمت دیگر ذوب میشود.
جوش گل میخ
جوش گل میخ معمولاً در بسیاری از کارگاه ها انجام می شود. در این فرآیند یک گل میخ فلزی با گرم کردن هر دو قسمت با قوس به قطعه کار فلزی متصل می شود. این یک روش بسیار قابل اعتماد است که اتصال مورد استفاده در موارد مختلف را فراهم می کند.
تثبیت
قطعات دقیق احتمالاً شامل مرزهای تنگ GD&T میشوند که در نهایت منجر به ایجاد وسایل سفارشی برای فرآیند جوشکاری میشود. محدود کردن الزامات سخت برای پیشبینی حرکت مواد در حین جوش، هزینههای ساخت را تا حد زیادی کاهش میدهد.
خوردگی
خوردگی تا حد زیادی بر طول عمر محصول و چرخه های تعمیر تاثیر می گذارد. در بسیاری از موارد، حتی با یک فلز پرکننده منطبق، منطقه متاثر از حرارت اتصال جوش به دلیل تفاوت در ترکیب شیمیایی، احتمالاً با سرعتی متفاوت از ماده پایه خورده می شود.
استحکام و کیفیت جوش
تجزیه و تحلیل سازه باید برای قطعات جوش داده شده انجام شود. بسته به فاکتور ایمنی در نظر گرفته شده، ممکن است برای تضمین انجام صحیح جوش به آزمایشهای غیرمخرب (NDT) نیاز باشد. NDT شامل بازرسی نافذ رنگ، آزمایش اولتراسونیک، بازرسی ذرات مغناطیسی و غیره است.
انواع نمادها نقشه های جوشکاری
نمادهای جوشکاری به عنوان وسیله ای برای ارتباط بین طراح مانند سرکارگر، مهندس یا ناظر جوشکاری و جوشکار استفاده می شود. در اصل، آنها مجموعه ای از نمادها هستند که به عنوان یک کد مختصر برای توصیف نوع جوش، اندازه آن و سایر اطلاعات پردازش و تکمیل استفاده می شوند. آنها در نقشه های مهندسی و ساخت ظاهر می شوند که جوشکار برای ایجاد جوش خود به آنها مراجعه می کند.
جوش می تواند بزرگتر یا کوچکتر از آنچه مشخص شده است بیش از 1/16 اینچ باشد. دقت در این صنعت کلیدی است، بنابراین برای جوشکارها مهم است که درک درستی از نقشه ها و نحوه پیروی از آنها داشته باشند تا جوش هایی مطابق با استاندارد ایجاد کنند.
قبل از شروع جوش، جوشکارها معمولاً به مشخصات روش جوشکاری (WPS) نگاه می کنند، که سندی است که اطلاعاتی مانند ضخامت ماده، موقعیت کلی قطعه و الکترودها که باید در آن جوش داده شود را ارائه می دهد. این طرح ها به اشکال مختلفی مانند ایزومتریک، املایی و سه بعدی ارائه می شوند.
طیف گسترده ای از نمادها در آموزش جوشکاری وجود دارد که نشان دهنده انواع مختلف جوش هستند. این نمادها در هر صنعتی مورد استفاده قرار نمی گیرند؛ با این حال، آنها معمولاً در صنایعی مانند ساخت و ساز استفاده می شوند که به قطعات و قطعاتی نیاز دارند که مشخصات دقیق را برآورده کنند. جوشكاران در اين صنايع براي هدايت كار خود هر روز به نقشه ها متكي هستند.
تمامی استانداردها در رابطه با خط پیکان و سر پیکان و خط مرجع الزامات یکسانی دارند
خط پیکان می تواند در هر زاویه ای باشد (به جز 180 درجه) و می تواند به سمت بالا یا پایین باشد. سر پیکان باید سطوح اجزای مورد اتصال و محل جوش را لمس کند. هرگونه آماده سازی لبه (مثلاً برای جوش شیاری) یا جوش به عنوان یک نمایش مقطعی واقعی نشان داده نمی شود، بلکه با یک خط جایگزین می شود. فلش همچنین به قطعه ای اشاره می کند که باید با اجزای آماده تهیه شود.
برای تنظیم اولیه پیکان و خط مرجع، طراح طرح می تواند نماد یا نمادهای مناسب را برای موقعیت های پیچیده تر اعمال کند.
نمادها، به ویژه برای جوشکاری قوس الکتریکی و گاز، اغلب به صورت نمایش مقطعی از یک طرح مشترک یا یک جوش تکمیل شده نشان داده می شوند.
تنظیمات جوش لب به لب معمولاً به صورت یک نیمرخ محدب نشان داده می شود. نمادهای جوش فیله همیشه به توسط یک مثلث قائم الزاویه نشان داده می شوند و یک نمایه محدب یا مقعر را می توان بر روی شکل نماد اصلی قرار داد.
اندازه جوش
حداقل اندازه های جوش بین انواع جوش و استانداردها متفاوت است. در صورت لزوم هنگام طراحی اتصال جوش باید از کدهای جوشکاری سازه ای AWS و همچنین کدهای اختصاصی مشتری استفاده شود. در همه موارد، یک تحلیل ساختاری موازی و سایر آزمایشها باید برای تأیید اطلاعات موجود در استانداردهای مربوط به پروژه شما انجام شود. برای مثال، حداقل اندازه جوش فیله برای یک اتصال فولادی جوش داده شده، که در آن مواد ضخیمتر کمتر از 0.25 اینچ است، 0.125 اینچ است
برای اینکه بتوان اندازه صحیح جوش را اعمال کرد، لازم است تا اعداد در سمت چپ یا راست نماد را نیز شناسایی کنیم. برای جوش های فیله، اعداد سمت چپ نماد ضخامت گلوی طراحی، طول ساق (اندازه ساق)، یا هر دو مورد نیاز ضخامت گلوی طراحی و طول ساق را نشان می دهد. به طور کلی، اما نه در همه موارد، جوش های فیله دارای پایه های مساوی هستند.
جوش فیله
استاندارد BS499 Pt 2 :
a = ضخامت گلو طراحی
b = طول پا
الزامات استاندارد ISO 2553/EN 22553:
a = ضخامت گلو طراحی
z = طول پا
s = ضخامت گلوگاه نفوذی
همچنین برای اتصالات جوش لب به لب یک S با یک عدد در سمت چپ نماد به عمق نفوذ اشاره دارد
هنگامی که هیچ الزامات ابعادی خاصی برای جوش لب به لب در نقشه با استفاده از نمادهای جوش مشخص نشده باشد، معمولاً فرض می شود که نیاز برای جوش لب به لب با نفوذ کامل است
اعداد سمت راست نماد یا نمادها مربوط به بعد طولی جوش (مانند جوش های پره متناوب) هستند؛ به عنوان مثال می توان فیله ها، تعداد جوش، طول جوش و فاصله جوش برای جوش های غیر پیوسته را مثال زد.
در اتصالات جوشی فیله ای که از هر دو طرف ساخته شده اند، می توان با قرار دادن “Z” از طریق خط مرجع، یک جوش پلکانی نشان داد.
نمادهای تکمیلی
نمادهای جوش نشان دهنده نوع آماده سازی برای استفاده یا نوع جوش هستند، با این حال ممکن است هنوز مواردی وجود داشته باشد که اطلاعات دیگری مورد نیاز باشد. بنابراین اطلاعات اولیه را می توان به منظور ارائه جزئیات بیشتر اضافه کرد. دم نماد جوش مکانی برای اطلاعات تکمیلی در مورد جوش است.
همه عناصر دارای مکان های خاصی در یک نماد جوش هستند.
نمادهای تکمیلی که در رابطه با نمادهای جوشکاری استفاده می شوند، شامل موارد زیر می شود:
انواع مفصل
یکی دیگر از مفاهیم مهم برای آشنایی جوشکاران، انواع اتصالات جوشی پایه است که شامل اتصالات لب به لب، گوشه، T، لبه و لبه است. مفصل لبه یا نقطه ای است که در آن دو یا چند قطعه پلاستیکی یا فلزی به هم متصل می شوند.
نوع فرآیند جوشکاری
ISO 4063 به فرآیندهای جوشکاری اعداد مرجع خاصی می دهد؛ شماره فرآیند مناسب در انتهای فلش قرار داده می شود و به سایر فرآیندها یک شماره منحصر به فرد داده می شود.
تعدادی نماد اضافی در استانداردها وجود دارد (به عنوان مثال ISO 22553) که به الزامات اضافی جوشکاری یا اتصال اشاره دارد.
خط مرجع شکسته
ویژگی اصلی که استانداردهای نماد جوش را متمایز می کند این است که برای ISO 2553 و BS EN 22553، یک ویژگی اضافی از یک خط مرجع شکسته وجود دارد.
این روش زمانی استفاده می شود که یک جوش یا آماده سازی جوش باید در سمت دیگر فلش مشخص شود.
هر علامتی که برای نشان دادن ویژگی نوع اتصال یا جوش در طرف دیگر خط پیکان استفاده می شود، همیشه روی یک خط نقطه چین قرار می گیرد.
BS 499 و AWS ایجاب می کنند که نمادها در بالای خط مرجع (که طرف دیگر را نشان می دهد) یا زیر خط مرجع (نشان دهنده سمت فلش اتصال) قرار گیرند.
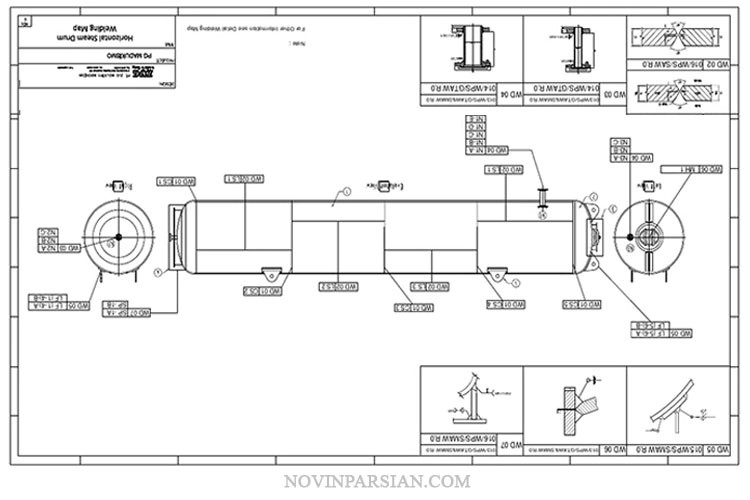
در ادامه به مثال های از نقشه های جوشکاری که در شکل مشخص شده اند بر اساس استانداردهای AWS می پردازیم:
مثال 1 یک جوش فیله ای 0.25 اینچی را نشان می دهد که در سمت نزدیک (یا سمت فلش) اتصال جوش داده شده قرار دارد. جوش به صورت “همه اطراف” مشخص می شود که نشان می دهد جوش روی اتصال تا زمانی که به خود متصل شود پیوسته است. سپس جوش با استفاده از یک پد سنگ زنی کانتور می شود.
مثال 2 یک جوش شیار V 0.12 اینچی با اندازه موثر (یا نفوذ) 0.19 اینچ را نشان می دهد که در سمت نزدیک اتصال جوش داده شده است. جوش متناوب در امتداد کل اتصال به طول 1.25 “و گام (فاصله مرکز به مرکز) 4.00” است. سپس جوش به صورت صاف روی سطح عضو ماشینکاری می شود. جوش دارای نشانگر “2X” در دم نوار است که نشان می دهد کل جوش جوش در 2 مکان استفاده می شود که دارای اتصالات معمولی هستند.
مثال 3 یک جوش پلاگین 0.25 اینچی را با زاویه 45 درجه نشان می دهد که در سمت نزدیک صفحه عضو قرار دارد. مقدار جوش 4 عدد با فاصله مرکز به مرکز 2.25 اینچ است. همچنین نشان داده شده است که جوش به جای اینکه به عنوان یک قطعه ایزوله انجام شود، در محل روی مجموعه سطح بالایی انجام شود. دم خط به یادداشت 4 اشاره می کند که به طور خاص به این جوش مربوط می شود.
منابع: